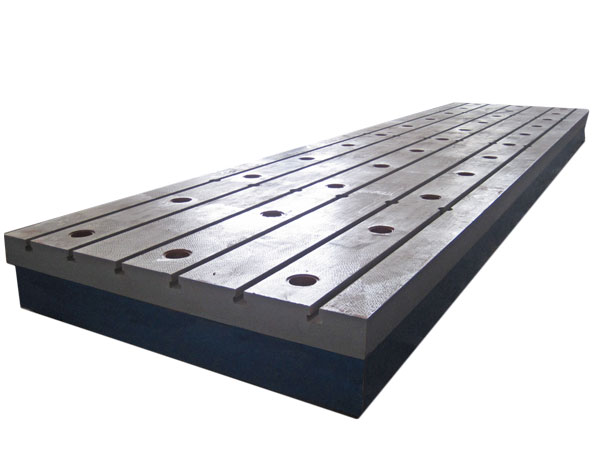
在鑄鐵試驗平臺的生產過程中要對工件進行對整體熱處理,就是對工件整體加熱,然后以適當的速度冷卻,以改變其整體力學性能的金屬熱處理工藝。鋼鐵整體熱處理大致有退火、正火、淬火和回火四種基本工藝。今天小編就為大家詳細介紹一下其中的退火和回火工藝。
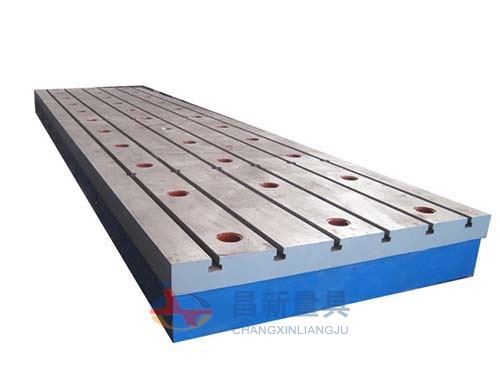
鑄鐵試驗平臺熱處理的去應力退火的目的:主要是降低金屬材料的硬度,提高塑性,以利切削加工或壓力加工,減少殘余應力,提高組織和成分的均勻化,或為后道熱處理作好組織準備等。
去應力退火又稱低溫退火(或高溫回火),這種退火主要用來消除鑄件,鍛件,焊接件,熱軋件,冷拉件等的殘余應力。如果這些應力不予消除,將會引起鋼件在一定時間以后,或在隨后的切削加工過程中產生變形或裂紋。主要目的是降低金屬材料的硬度,提高塑性,以利切削加工或壓力加工,減少殘余應力,提高組織和成分的均勻化,或為后道熱處理作好組織準備等。
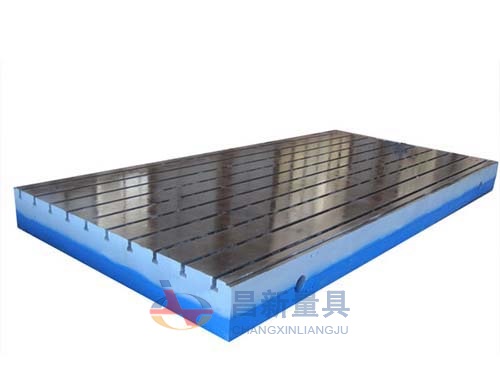
鑄鐵試驗平臺回火的目的有以下幾個方面:
1. 降低脆性,消除或減少內應力,鋼件淬火后存在很大內應力和脆性,如不及時回火往往會使鋼件發生變形甚至開裂。
2. 獲得工件所要求的機械性能,工件經淬火后硬度高而脆性大,為了滿足各種工件的不同性能的要求,可以通過適當回火的配合來調整硬度,減小脆性,得到所需要的韌性,塑性。
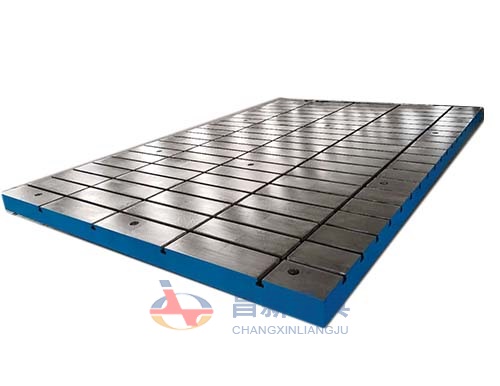
3. 穩定工件尺寸
4. 對于退火難以軟化的某些合金鋼,在淬火(或正火)后常采用高溫回火,使鋼中碳化物適當聚集,將硬度降低,以利切削加工。
一個合格的產品,一定要嚴格的經過各個環節,每一個環節的細小差別,最終都影響著產品的質量。我們公司專業制造各種鑄鐵平板,鑄鐵平臺,劃線平臺,劃線平板等量具,細心做好每一個細節,精心做好每一個產品。
焊接平臺的核心規格參數詳解
做加工的選擇焊接平臺,選不對易變形、精度不足影響加工,還會增加返工成本。無需被專業術語困擾,核心只需關注三點:材質、精度、承載重量。本文用直白語言說明不同場景的選擇方法,幫助快速匹配自身需求。.....
焊接平臺尺寸選型指南:如何匹配工件大小與作業場景
一、核心選型原則平臺實際可用面積需比工件最大平放面積多留合理余量,常規場景留 30% 操作空間(含夾具安裝、工件微調),特殊場景(變位機配合、異形件焊接)留 50%,避免焊接時發生干涉。二、分場景選型方法(附實例)場景 1:單件小工件焊接(如支架、小型法蘭)工件特點尺寸小(常見 300mm×500mm、400mm×600mm),........
焊接平臺安裝調試指南
一、安裝前準備(3 項核心檢查)1.場地要求:地面需平整(高低差≤5mm/㎡),承重能力≥平臺額定承重的 1.2 倍(如 2000kg/㎡平臺,地面需能承受 2400kg/㎡);遠離振動源(如沖床、切割機),避免焊接時平臺共振;預留操作空間:平臺四周至少留 80cm 通道,方便調試和焊接作業。2.工具準備:框式水平儀(精度 0.02mm/m,........
鑄鐵平臺的保養方法有哪些?能延長使用壽命嗎?
做好鑄鐵平臺的保養工作,不僅能保持其精度,還能顯著延長使用壽命。日常保養需注意以下幾點:清潔方面,每次使用后要及時清除平臺表面的灰塵、油污和雜物,可用干凈的抹布蘸取中性清潔劑擦拭,避免使用腐蝕性強的化學藥劑;防銹處理,長期不使用時,需在平臺表面涂抹防銹油,并覆蓋防潮紙;放置規范,應將平臺放在平整........
鑄鐵平臺生產全工序解析:從原料到成品的精度把控
鑄鐵平臺作為工業測量、裝配的基準裝備,其性能與精度取決于生產全流程的每一個細節。建新鑄造通過二十余年的工藝積淀,形成了一套涵蓋原料篩選、熔煉控制、鑄造成型、熱處理時效、精密加工及質量檢測的全工序管控體系,確保每臺平臺的平面度、硬度等關鍵指標達到行業領先水平。原料篩選:奠定品質基石的第一道防線鑄鐵........
鑄鐵平臺為什么會出現精度誤差?如何避免?
在鑄鐵平臺的使用過程中,精度誤差是客戶極為關注的問題。造成精度誤差的原因主要有以下幾點:首先,材料選擇不當會影響平臺的穩定性,若鑄鐵材料的強度和硬度不足,在長期使用中易發生變形,進而導致精度下降;其次,加工工藝不規范,比如鑄造時冷卻速度不均勻,會使平臺內部存在應力,后續加工時就可能出現精度偏差;........
鑄鐵平臺材質選擇指南:從特性到場景的精準匹配
鑄鐵平臺作為工業生產中不可或缺的基礎裝備,其材質選擇直接決定了使用性能、壽命和適用場景。市場上常見的鑄鐵平臺材質主要有灰鑄鐵和球墨鑄鐵兩大類,二者在成分、性能和應用上存在顯著差異。掌握不同材質的特性,結合實際需求進行選擇,才能實現設備效能的最大化。灰鑄鐵:性價比之選,適配常規工業場景灰鑄鐵是目前........
鑄鐵平臺的生產周期是多久?定制產品需要注意什么?
鑄鐵平臺的生產周期受規格尺寸、精度等級、生產數量以及是否需要定制等因素影響。一般來說,標準規格和精度等級的鑄鐵平臺,生產周期通常在 15 - 30 天左右;如果是大型平臺或精度要求較高的產品,生產周期可能會延長至 30 - 60 天。鑄鐵平臺的生產周期受規格尺寸、精度等級、生產數量以及是否需要定制等因素影響。一般........